五金沖壓件加工全流程詳解:下料、沖孔、折彎到表面處理
信息來源:www.eiffelqiu.com 發布時間:2025.06.07
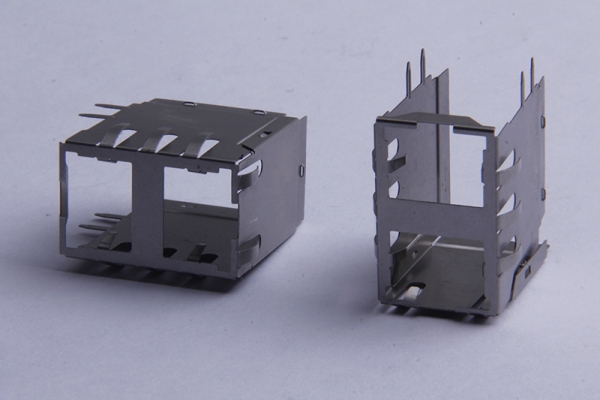
五金沖壓件加工全流程詳解
五金沖壓件加工是通過模具對金屬板材施加壓力,使其發生塑性變形或分離,終形成特定形狀零件的工藝。其流程包括下料、沖孔、折彎及表面處理,具體如下:
1. 下料:裁切原料
下料是加工的步,通過剪板機或激光切割將金屬板材(如不銹鋼、鋁板、鍍鋅板)按設計尺寸裁切。激光切割精度可達±0.1mm,尤其適合復雜輪廓;普通剪板機適用于批量簡單件。需注意板材紋理方向,避免后續折彎開裂,并優化排料方案提升材料利用率。
2. 沖孔:模具成型結構
利用沖床和模具在工件上沖出圓孔、方孔或異形孔。模具設計需考慮沖裁間隙(通常為板厚的5%-10%)、脫料角度及沖頭壽命。高速沖床(200-1200次/分鐘)可實現生產,但需配合精密導柱模架保證±0.05mm孔位精度。連續模可同步完成多工序,降低人工成本。
3. 折彎:三維成型關鍵步驟
通過數控折彎機(如瑞士金馬力、國產亞威)配不同V型槽模具,將平板加工成立體結構。需計算展開尺寸(K因子法補償回彈),設置壓彎順序避免干涉。典型參數:鋁板回彈角約2°-5°,不銹鋼需過彎補償。伺服電機控制精度達±0.02mm,R角成型需圓弧刀。
4. 表面處理:功能與美觀雙重保障
- 電鍍:鍍鋅/鎳/鉻,防銹等級達480h鹽霧測試
- 噴涂:環氧底漆+聚酯面漆,厚度40-80μm
- 陽極氧化:鋁合金常用,膜厚10-25μm,可選著色
- 拉絲/噴砂:改善觸感,Ra0.4-1.6μm表面粗糙度
質量控制要點
全程采用三坐標測量(精度0.003mm)、投影儀檢測輪廓度。沖壓件需符合GB/T 13914-2013標準,關鍵尺寸CPK≥1.33。模具定期維護(50000沖次刃磨),確保批量一致性。
該流程集成材料學、機械設計與自動化控制,通過工藝優化可實現復雜結構件±0.1mm精度,廣泛應用于電子、汽車、家電等領域,單線產能可達2000-5000件/小時。